技术原理
伺服压装机:由交流伺服电机驱动,通过高精度滚珠丝杆输出作用力,实施压力装配和压力位移检测功能
内置的精密压力传感器和编码器育精确测量速度、压力和位置;专业开发的控制软件可保证全过程精确控制压装力、停止位置、压装速度和保压时间等参数,达到全过程数控管理。
基本操作
示教模式:可以设定相关的参数;
运行模式:启动按钮,伺服压装机按照已经设定的参数开始运行
外部控制模式:伺服压装机可以通过外部I/O端口接受运行指令进行工作
编辑功能:允许在压装过程中进行多种条件设置去控制压装速度和停止位置实现设定判定窗口和增量控制等应用
伺服压装机软件
设定程序:允许编辑作业程序和设置判定条件
数据采样程序:可以下载整个压装过程中的数据并保存到计算机内
主要功能特性
多种压装模式
满足高精度精确生产和质量控制要求
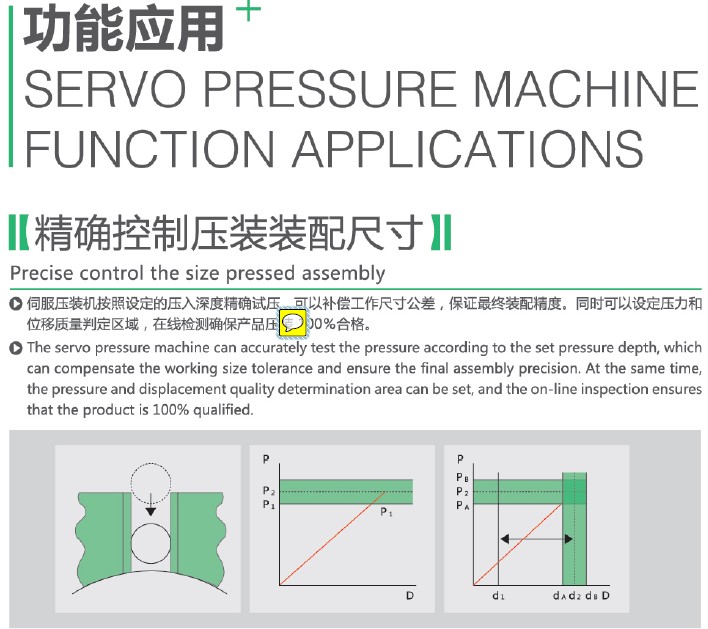
伺服压装机可以精确控制压装速度、位置和压力。设定多种压装程序,包括恒定压装速度、设定精确位置停止、设定精确力停止、设定精确压装位移停止等多种工作模式,很容易完成两段或多段压装工作要求。在行程之内,可以任意设定机器精确位置停止,不必使用昂贵的精密模具来保证压装精度。位置重复精度为±0.01mm,压力控制精度为±1%额定压力。
自动补偿精度
满足特定工况下的精密装配要求
对于精度超差工作之间的精密压力装配要求,对机架变形影响精密压力装配的要求,伺服压装机有独特的解决方法。即软件自动补偿,系统动态补偿或外部触发停止功能。