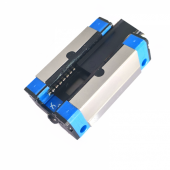
台湾PMI直线导轨MSA20LA属于高组装系列,银泰导轨安装孔孔距为60,滑块安装孔为53*40,由于对生产制造精度严格管控,直线导轨尺寸能维持在 定的水准内,且滑块有保持器的设计以防止钢珠脱落。 为了能够提升数控机床主轴的刚度,不仅采用三支撑结构,并且选用钢性较好的双列短圆柱滚子轴承与角接触向心推力轴承交接出相忒力方式的轴承,从而减小主轴的径向与轴向变形。为了提高机床大件的刚度,我们采用封闭界面的床身,其次采用液力平衡减少移动部件,避免因位置变动造成而导致机床的变形。为了能有效提高直线导轨MSA20LA各部件的接触刚度,增加机床的承载能力,采用刮研的方法增加单位在面积上的接触点,并结合面之间施加足够大的预加载荷,从而增加接触面积。这些措施都能有效地提高接触刚度。受到内外热源的影响下,机床各部件将会产生不同程度的热变形,容易导致工件以及刀具之间的相对运动关系遭受破环,促使机床季度下降。
对于自动化数控机床来说,大范围的加工过程通过计算的指令进行控制的,热变形的影响就更加严重了。为了可以减少热变形的状况,在数控机床结构中通常将工作台(或拖板)的位移量至十 脉中值的 小单位,通常要求能够以基地的速度进行运动。为了使工作台能够对数控装置的指令作出准确响应,就需要采取相对应的措施。目前常用的滑动直线导轨、滚动直线导轨以及静压直线导轨在摩擦阻尼特性方面存在着不同的差别。在进给系统中常用滚珠丝杆替代滑动丝杆也可以收到同样的效果。
目前,数控化机床行业大部分都是采用滚珠丝杆传动。大部分数控机床应用了直线导轨MSA20LA多主轴、多刀架、以及带刀库的自动换刀装置等,从而减少换刀时间。对于切屑用量较大的数控机床,床身结构需要有利于排屑。当机床运行 段时间后,主轴箱内的传动部件所产生的热量促使立柱向上变形,产生了偏差,在液压油泵与其他传动元件发热的影响下,床身沿纵向产生中间凸起,由于床身纵向的伸长促使支承丝杆的轴承向左移动,又产生了偏差,除此之外;由于电动机其所产生的热量值,促使立柱倾斜,导致了偏差。综合这 系列的变形会让加工孔的坐标精度与轴线的垂直度受到影响。